







三番纸品>纸托知识纸托知识
合格的纸托是生产工艺流程什么
纸托属于环保包装材料,应用十分广泛。纸托的生产工艺分干压法和湿压法,下面,纸托厂给大家说说纸托的生产工艺和特点!

武汉午阳包装有限公司生产纸托,环保纸托等纸塑制品经验丰富,我们对待每一个产品都力求完美,有些纸托生产厂家,在生产纸托过程中,尽量节省工具,降低成本,以劣充好,这样是不对的。一个合格的纸托产品的生产根据原料和产品的要求不同而不同,通常包括:废纸分选、纸浆的碎解(包括商品浆和废纸的碎解)、疏解和打、筛选除渣、配浆、纸浆内施胶、纸浆染色、填加功能助剂、浆料稀释、制品成型、挤压脱水、干燥、压光、整形、消毒、包装、计量等完整流程。如果大家要采购纸托制品这类包装用的材料,一定要找正规的纸托生产厂家,保证纸托产品质量,就是保护您的产品,用低端的价格,偷工减料的生产工艺生产出的纸托制品,请慎用!
第一步:碎解打浆
将废纸或草类商品浆板投入到水力碎浆机中,使其重新碎解变成纸浆。工业品包装制品在生产上常用卧式水力碎浆机,碎解时的浆浓度为5%~8%。其优点对纸料纤维只起分散作用,无切断作用,碎解效率高,碎解时间短,动力消耗少,而且结构简单、占地面积小,还可处理含较多掺杂物、金属杂质的废纸。碎解后的纸浆落入到贮浆池中,调节适当的浓度后泵入到间歇式的打浆机或连续式的磨浆机,精磨机上进行打浆,或者根据生产需要将碎解后的纸浆经过高浓除渣器、纤维疏解机和双圆盘磨浆机进行除渣、疏解和打浆,打好的浆料排放到贮浆池或配浆池备用。打浆降解度一般为28度-35度.
第二步:调配浆料
在打浆的过程中可按设计的浆料配比将几种原料定量加入到成浆池中,并对浆液进行施胶和加入少量的功能性助剂。如加入施胶剂以提高纸模制品的抗液体渗透性能,所用施胶剂一般为松香、石蜡乳胶或松香石蜡胶。值得一提的就是加入该助剂后产品不能叫作环保纸托了.对非黏结类废纸制品纸浆,必须加人相当于纸浆绝干纤维质量3%的松香胶;对黏结类的废纸制品纸浆,应加人1.5% ~ 2%的松香胶。纸浆中还可加人滑石粉作填料以达到较髙的浆料留着率,可用含20%?30%的滑石粉填料的水悬浮液在搅拌器中高速处理6min,用水稀释后加入化学助剂,再处理5min,制成填料悬浮液,再加入浆料中。一些生产厂家还在浆料当中加入了少量的抗油剂、抗水剂、湿强剂和助留剂等。调浆过程还要加入适量白水或清水,使生产模塑制品的纸浆上料浓度调为1%?2%。
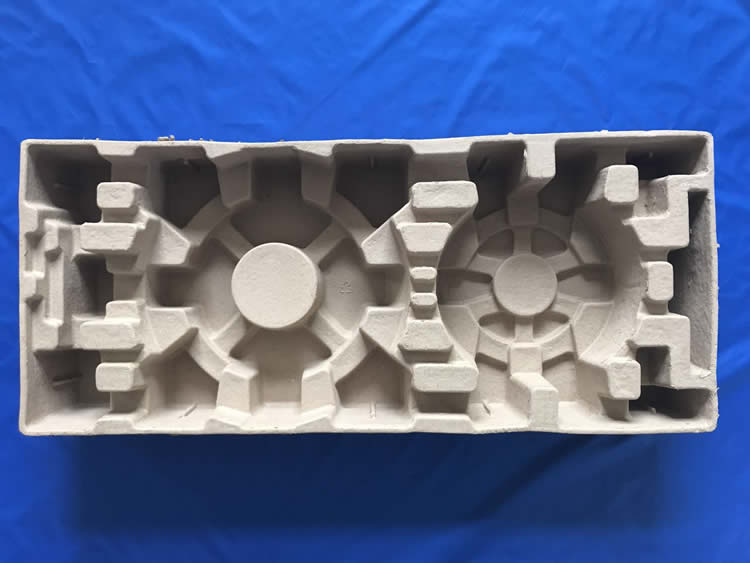
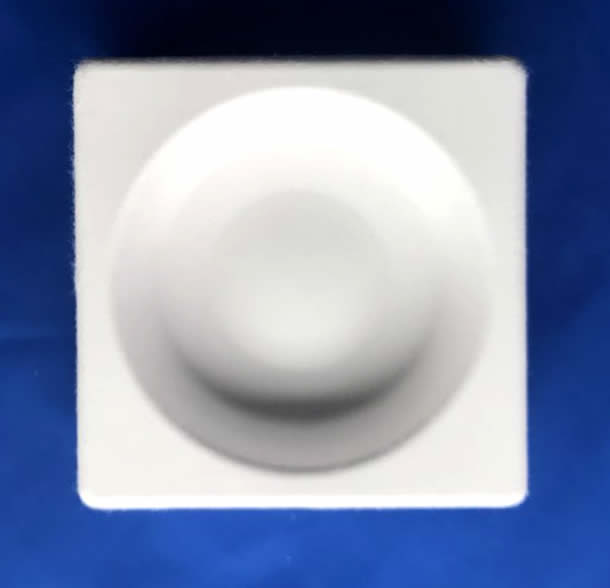
第三步:纸模成型
成型是纸托生产过程中的关键工序,它对纸模制品的质量、破损率、生产能耗、生产效率等起着决定性作用。根据成型设备脱水原理,纸托的成型方法主要有三种:真空成型法、液压成型法。

真空成型法是利用真空吸滤技术进行成型的,将成型模具置于浓度约1%的纸浆溶液中,使模内腔内通真空形成负压,纸浆中的纤维便均匀地沉积在成型模表面的模网上,而大量的水分在真空抽吸时被带走。当达到制件要求的厚度时,成型模从浆液中移出进行挤压脱水,直至制件含水率为75% ~80%,再在模内腔内通压缩空气使湿纸模脱模。此法生产效率高,制品厚薄均匀,适用于制作不太深的薄制件,例如包装蛋类、水果、碟盏、盘盒等的纸托。
液压成型法是利用液压技术,通过液压驱动机械装置产生较高的 挤压成型压力。其工作原理是将定量的纸浆注人成型模腔内,成型上模在液压作用下向下挤压,使纸浆在成型腔内的网模上成型,水从网模下端排出。制件经过真空吸附脱模,转入下一道工序。由于成型压力较大,此法适用于生产定量较重、密度较大的浅盘式制品。 http://www.sanfanzhipin.com/